 Tillbaka Metall
Tillbaka Metall
Drivning är en metod att förändra en plant plåtämne till en annan form utan att avverka. Materialet formas med en hammare så att det sträcks eller stukas (pressas samman). Bearbetningen sker kallt men för att materialet skall vara lättare att forma är det först mjukglödgat (upphetat i gasol) och tvättat i betatbad (syrabehandlat). Denna värmebehandling görs flera gånger under arbetet, men kan även helt utelämnas för att undvika gasolarbete och syratvätt.
 Slöjden: traditionellt används koppar och mässing till att formge olika skålar. På 80-talet blev jag i åk6 anvisad att göra askfat i koppar fast jag inte rökade. På grund av det höga råvarupriset kan konservburkar användas som du då först klipper upp med plåtsaxen och får en plan plåt du kan forma. Även Aluminiumplåt och plåt finns att köpa och är billigare och funkar men det har inte samma egenskaper vid formning med hammare.
Slöjden: traditionellt används koppar och mässing till att formge olika skålar. På 80-talet blev jag i åk6 anvisad att göra askfat i koppar fast jag inte rökade. På grund av det höga råvarupriset kan konservburkar användas som du då först klipper upp med plåtsaxen och får en plan plåt du kan forma. Även Aluminiumplåt och plåt finns att köpa och är billigare och funkar men det har inte samma egenskaper vid formning med hammare.
- För inköp kopparplåt CW 024A (CU-DHP) och
- mässingplåt CW 508L (CuZn37)1mm
Glödgning och syratvätt är farliga moment och går att utelämna i arbetsprocess och du skall undvika i skolslöjden.
Invändig drivning även kallad skålslagning. Denna metod är lämpligast till drivning av olika skålar. Tjockleken på koppar och mässing bör vara 1-2mm i skolan där du inte glödgar plåten 1mm. Skålämnet kan ha olika form utifrån den form den färdiga skål skall ha. Hjärtform, åttor bör du undvika för det är svårt.
Börja ditt arbete med att välja form, bra att börja med är en rund form. Formel för att räkna ut hur stor diameter din ursprungliga plåt behöver vara för att uppnå önskad skålform. D=d+h/2,. d är din önskvärda och färdiga diameter av skål, h= är djupet på din önskvärda och färdiga djup av skålen. Verktyg du behöver ha för invändig drivning av skål är Linjal, Passare, Plåtsax, Skålform av trä eller plast, Drivhammare med polerad kula och plan Ban. Till avslutning använder du en Planeringshammare med polerad Ban och en Faff med samma radie som skålformen.
Arbetsgång: Börja med att beräkna diametern på din skål utifrån din design och enligträkneformeln. Är formen helt rund bör du använda Stickpassaren till att rita cirkeln. Är formen oregelbunden kan du göra en pappersmall som du klistrar på plåten och klipper efter med Plåtsaxen. Drivningen går till så att plåten drivs ner i formen genom att slå lätta slag med Drivhammaren från kanten i en spiral mot centrum. Vid fortsatt drivning uppstår lätt veck i kanten. Dessa slås ut mot skålformen.Efterhand blir drivningen svårare och vecken är svåra att slå ut. Då utförs mjukglödning, genom att plåten upphettas till 650 grader med gasollågan och låt den få kallna. I samband med upphettningen oxiderar metallytan. Om inte oxideringen inte tas bort kommer den att arbetas in i materialet och ge ett sämre resultat, utseende av ytan. För att tvätta metallen används BetBad som består av syra och vatten som sedan tvättas av. Denna process med drivning och glödgning måste göras flera gånger. När skålen har önskad form och drivningsmomentet är avslutas skall den planeras. Detta för att jämna ut slagen efter drivhammaren och få en fin slutyta. Till detta används planeringshammaren som har en plan och polerad slagyta. Till underlag eller mothåll används en faff med samma radie som skålformen. Faffen sätts fast och skålen vänds över faffen och planeringen börjar från skålens centrum och utåt i sprialformad rörelse. Slagen skall vara lätta handledsslag och mycket täta. Det är skålen som vrids och planhammaren träffar samma punkt på faffen. Vid sista varvet längst mot kanten måste slagen vara extra försiktiga så att inte kanten sträcks ut och blir ojämn. Skall botten vara plan görs det nu. En cirkel ristas med passaren så stor som botten önskas. Vänd skålen upp och ned slå ner eller in botten efter den ritade cirkeln.
Till din skål kan ben nitas fast skall du löda fast ben eller annan del rekommenderas mjuklödning för att inte mista spänsten i den färdiga skålen.
 Utvändig drivning kallas även fri drivning, detta för att det finns större möjligheter att variera formen. Tekniken är speciellt lämplig om det skall drivas branta sidor på en bägare. Plåten skall vara 0,8mm. Arbetet utgår från ett cirkelämne. Diametern bör vara något mindre än bottendiametern och vad de båda sidorna blir tillsammans.
Utvändig drivning kallas även fri drivning, detta för att det finns större möjligheter att variera formen. Tekniken är speciellt lämplig om det skall drivas branta sidor på en bägare. Plåten skall vara 0,8mm. Arbetet utgår från ett cirkelämne. Diametern bör vara något mindre än bottendiametern och vad de båda sidorna blir tillsammans.
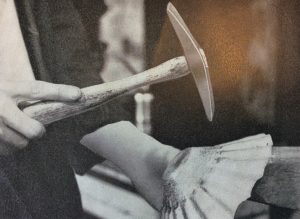
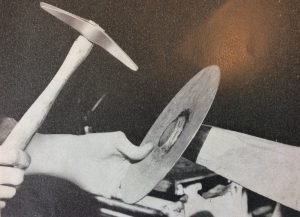
Arbetsgång: Börja med att rita bottendiametern på plåten med stickappare. Drivningen utförs mot hårt trä med någon typ av penhammare som har en rundad pen.Trämothållet kan utformas som ett sparrhorn där ena hornet är runt och används för drivning medan det andra har ett spår för veckning av plåten. (detta sker innan första bilden här ovan)  Drivningen börjar med att plåten veckas genom att drivas ned i spåren som finns i sparrhornet. Det skall nu se ut som en kakform med lätt uppvikta kanter. (detta ser du exempel på bild två) Drivningen sker nu genom att slå med penhammaren tvärs över vecken mot det rundade hornet på träbiten. (se bild två och tre) Drivningen sker fortsättningsvis från cirkeln i botten och i en spiral utåt.
Drivningen börjar med att plåten veckas genom att drivas ned i spåren som finns i sparrhornet. Det skall nu se ut som en kakform med lätt uppvikta kanter. (detta ser du exempel på bild två) Drivningen sker nu genom att slå med penhammaren tvärs över vecken mot det rundade hornet på träbiten. (se bild två och tre) Drivningen sker fortsättningsvis från cirkeln i botten och i en spiral utåt.  Slagen är kraftiga så att vecken försvinner in i plåten. När första omgången är klar har du en svag lutning. För att fortsätta bör du glödga och betas. Börja om med att vecka sidorna och driv ihop vecken. Detta fortsätter till lutningen är över 45 grader och då behövs inte längre vecken utan det går att driva med penhammaren i en spiral uppåt. (fjärde bilden) Planeringen utförs med en polerad hammare mot ett metallsparrhorn. Börjar även då vid botten och arbetar uppåt i en spiral. Botten planeras mot en plan faff. Överkanten kan behövas klippas och slipas jämn. Hela arbetet poleras till ett vackert resultat.
Slagen är kraftiga så att vecken försvinner in i plåten. När första omgången är klar har du en svag lutning. För att fortsätta bör du glödga och betas. Börja om med att vecka sidorna och driv ihop vecken. Detta fortsätter till lutningen är över 45 grader och då behövs inte längre vecken utan det går att driva med penhammaren i en spiral uppåt. (fjärde bilden) Planeringen utförs med en polerad hammare mot ett metallsparrhorn. Börjar även då vid botten och arbetar uppåt i en spiral. Botten planeras mot en plan faff. Överkanten kan behövas klippas och slipas jämn. Hela arbetet poleras till ett vackert resultat.